Използва се за заваряване. Понастоящем има няколко разновидности. Един от най-популярните видове продукти е тел с високо ниво на допинг на SV08G2S. Използва се за различни видове заваряване. Използва се и като един от материалите при производството на електроди за напластяване.
Чрез извършване на странични движения увеличаваме интензивността на топенето на проводниците, което води до отделяне на топлина от езерото, което намалява размера на заваръчната вана и размера на клетките. Мрежата се образува чрез топене на ръба на заваръчния жлеб в непосредствена близост до езерото от течен метал. Поддържането на мрежата е предпоставка за правилно фрезоване. Когато езерото е достатъчно голямо и решетката започва да расте, жицата, основана на дъното на езерото, прави кръгови движения, така че течният метал се избутва в решетката.
Прекомерните движения в края на телта предизвикват ускорено топене на стопилката, възстановяване на топлината, възстановяване на езерото, изчезване на клетките и, като резултат, спиране на ребриста стопилка с течен метал, който не пренася топлина от пламъка отгоре надолу. След това освободете краищата на жицата и насочете пламъка на горелката към езерото от течен метал. След увеличаване на размера на езерото, завъртете пламъка до ръба на окото, така че газовете да се плъзгат по езерото и да не попадат в пролуката. Ако мрежата е прекомерно увеличена, е необходимо да се увеличи интензивността на течния метал, за да се увеличи плавният пламък на горелката.
Най-често кабелът SV08G2S се използва при работа с автоматични заваръчни машини и полуавтомати в промишлени условия, Чрез него е възможно ръчно заваряване на различни стоманени продукти. Използвайки този материал, можете да получите висококачествена заварка. Шевото е гладко и чисто.
Сфери на приложение
Телата на тази марка са незаменими при извършване на следните операции:
За да спрете заваряването и да изместите позицията на заваръчния шев, издърпайте проводника от парчето и нагрейте горелката с помощта на подложка за легла, за да извлечете разтворените в разтопения метал газове. Чрез кабели, потопени в езерото, ние рисуваме арки, така че при формоването на лицето да избутваме разтопения метал до горната стена на тръбата и по време на обратното движение надолу натискаме метала напред към окото. Това предотвратява образуването на дефекти на горния ръб и края. Ако все още има наводнение, скоростта на пламъка и заваряването трябва да бъдат намалени, което ще доведе до по-добро нагряване на стената и по-добра омокряемост на течния метал върху основата.
- формиране на ролката върху съединителния шев;
- запълване на пространството между ръбовете на заварената детайла.
При извършване на заваряване този хардуер е основният елемент на технологичните процеси. Без него, заваряване в такива области като:
- строителство;
- машинно инженерство;
- самолети, корабостроене.
Също така имайте предвид, че тази сплавена заваръчна тел може да се използва като ефективен пълнежен материал. Една от особеностите е висока скорост на отлагане, Това осигурява високо качество на изпълнение на сложни настилки.
Поради трудността на препълване на субстрата с такава ниска концентрация на източника на топлина, като горелка, е трудно да се заварят по-дебели тръби, като ръбовете се поставят в стената. Противно на прогнозите, вместо залепването, наводняването и издатините. Плащайки вниманието на заварчика на голямото разсейване на топлина върху дебела стена, той може да избере капачка за фенерче, която е твърде голяма и да постави пламък твърде голям. Последствията от това е прекалено бързото топене на ръбовете и телта, потока течен метал надолу и предотвратяване на нагряването на метала до омокряне.
Липсата на омокряне води до това, че металът се спуска и стъпката се оформя в горната част на лицето. След това задълбочаваме ръбовете в близост до деформацията, водеща до образуването на заваръчната вана. Само тогава можем да влезем в проводника до средата на езерото. В положението на тавана, горелката е насочена вертикално нагоре, жицата е потопена в лагуна и леко наклонена от вертикалата към заварената връзка. Пламъкът, който се плъзга по жицата, се насочва към края на жицата, потопена в езерото. За да се получи изпъкнал фюзелаж, монтираме голям пламък и тел за възвратно-постъпателно движение по посока на оста на тръбата.
Напоследък високо легираната тел за заваряване се използва активно при работа в газова атмосфера. Аргон или смес от този газ с други обикновено се използват за създаване на такава среда. Често се използва въглероден диоксид за образуване на тази среда. Изборът в полза на последния е продиктуван от по-ниската му цена в сравнение с аргона. Когато се извършва заваряване в среда на въглероден диоксид, се използва постоянен ток. Трябва да се отбележи, че такава среда се препоръчва за извършване на работа по завареното съединение на продуктите от въглеродна стомана.
След полагане на заварка и придвижване до желаното положение за осмия час, окабеляването към границата на заваръчната връзка е затруднено чрез преместване на проводника върху предната повърхност на завареното съединение. Това води до несъответствие, наречено издатина. За да се избегне това, намалете пламъка и променете позицията на заварка към нещо, което ви позволява да преместите жицата по тръбата в положение близо до перпендикуляра на оста на тръбата. След превишаване на положението на девет часа, за да се избегне разпенването на течен метал в центъра на тръбата, да се намали пламъкът, да се промени позицията на заваряване и да се наклони горелката, за да се намали вертикалната компонента на налягането на изходящия газ и да се осигури защита от препълване.
Изисквания за заваръчна тел SV08G2S
В държавния стандарт 2246-70 фиксирани са техническите характеристики и химическия състав на продуктите за заваряване с този хардуер. Регулаторните документи регулират съдържанието в този материал на следните елементи в проценти:
След завършване на заваряването, пламъкът не трябва да се отстранява от басейна на течния метал. Таблица 2 Избор на проводници за газово заваряване на тръбна и котелна стомана. За да се осигури свободно втвърдяване на лагуната и ефективно отстраняване на газовете от заваръчния шев, пламъкът на кратера трябва да блещука около втвърдяващия се кратер. Конструкцията на приемащите съединители изисква висока плътност на налягането. От друга страна, плътността при високо налягане изисква двойно заварена заварка с офсетни фуги. Забранява се премахването на нагрятия край на заваръчната тел от обвивката на газовия пламък.

Елементи като алуминий, ванадий и редица други медно легирани проводници SV08G2S обикновено не се допират. Приемливо е присъствието на манган в количество от 0,65 до 2,1%. Имайте предвид, че това изискване се отнася само за хардуер, чийто диаметър не надвишава 1,4 mm, Ако се произвежда обикновена тел, то съдържанието му на мед не може да надвишава 0.25%. Стандартите могат да съдържат до 0.01% азот. Такъв хардуер се използва не само за заваряване, но и за настилка.
Машината за заваряване трябва да бъде снабдена с ножове за тел и да прерязва всяка капка в края на проводника след всяко прекъсване на заваряването. Капка метал с разтворени газове след експлозията причинява експлозия в езерото, която се проявява в "горелката" и порите. Преди да се прекъсне заваряването, кръговите движения около езерото трябва да се извършат с фенерче, за да се източат порите от езерото. Неспазването на това е неприемливо. Ако заварчикът държи ядрото твърде близо до езерото, кислородът се разтваря в езерото и след реакция причинява експлозия, която изглежда е „горелка”.
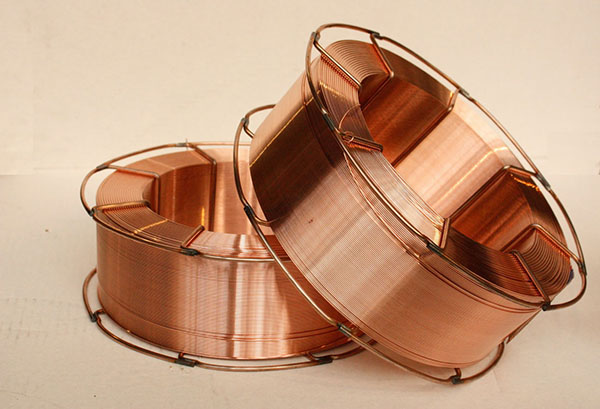
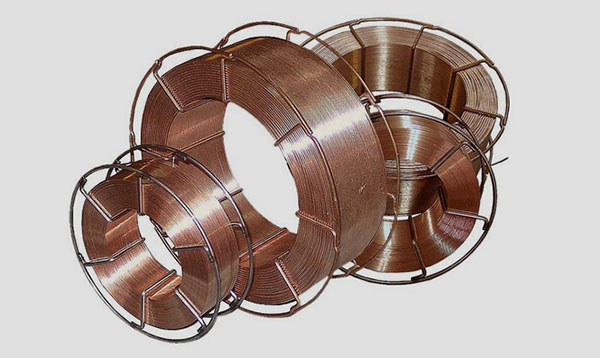
Сега хардуерът на тази марка се издава със сечение от 0,3 до 12 мм. Готовите продукти се опаковат в мотки. Максималното тегло на бобината може да бъде до 30 кг. Медната обвивка може да бъде оформена в правоъгълни канали в раздела. Височината им е 50-90 мм. Вътрешният диаметър на този хардуер може да варира от 100 до 400 mm. Що се отнася до външния диаметър, той варира в диапазона от 175 до 600 mm.
Отстраняването на лоста, рязането на съединителната част заедно с билото и възстановяване на връзката в тази точка, осигурява плътност. Шевът трябва да бъде направен така, че двете страни на щама да бъдат затворени с око. Заваряването на нисколегираните стомани изисква по-добро загряване на ръбовете преди заваряване. Твърде малко топлина може да причини залепване. Прегряването може да причини прегряване и растеж на зърната. И в двата случая резултатът от теста за деструктивно огъване е отрицателен, въпреки положителните рентгенографски тестове.
Ако конвекцията се извършва в басейн с течен метал, заваряването трябва да бъде спряно и да се провери правилният избор на спомагателен материал. Внимателно проверете размера на процепа и не позволявайте да регулирате стените. За по-малка хлабина, причинена от свиване при заваряване, се използва по-тънка жица. За дезоксидиране и постигане на якост на опън се използват маргинални кабели за газово заваряване.
Ако има разрешение от потребителя, легираната заваръчна тел може доставени в барабани или касети, Той обаче трябва да се състои от сегменти без прекъсвания. Продуктът се навива в плътни, равномерни редове. Вероятността за разгъване или разпускане на материали по време на транспортиране трябва да бъде изключена.
Тръбно запояване Както при газовото заваряване, това изисква използването на горелка с кислородно гориво. Поради лекотата на овладяване на медната спойка, отоплителните и охладителните системи запоеха чашата с медна тръба. В случай на колектор за централно отопление, запояването на прецизна тръба с чаша е твърде скъпо, така че Германия използва газова заварка отдясно. Забележка. При запояване се използва капилярен ефект и течният припой се изтегля в междината между съединителя и тръбата. Фигура 6 Стъпки на спойка от медни тръби: отопление, заваряване, загряване на дъното, пълнене. рН.
Важни характеристики
 При легираната заваръчна тел SV08G2S якостта на опън трябва да варира от 882 до 1372 МРа. Такива изисквания са наложени на заваръчния хардуер с диаметър от 0,3 до 0,5 mm. За заваръчна тел с диаметър 2 mm, това изискване се изразява в съпротивление от 686 до 1029 MPa. Обикновена и медна тел може да бъде термично обработена, ако тези индикатори не са снабдени с производствената технология.
При легираната заваръчна тел SV08G2S якостта на опън трябва да варира от 882 до 1372 МРа. Такива изисквания са наложени на заваръчния хардуер с диаметър от 0,3 до 0,5 mm. За заваръчна тел с диаметър 2 mm, това изискване се изразява в съпротивление от 686 до 1029 MPa. Обикновена и медна тел може да бъде термично обработена, ако тези индикатори не са снабдени с производствената технология.
За подобряване на омокряемостта се използват потоци или флюси с флюсови ядра. Показани са следните етапи на запояване. За правилното запояване е необходимо да се почисти металния блясък на повърхностите на спойката с шкурка или нетъкан материал и да се загрее до точката на топене на спойката. След всмукване на припой, периферното отопление се движи по гнездото, добавя се друг слой спойка, за да се запълни силфонът. В случай на спояване на коляното, можете да видите спойка, която е преминала от другата страна и образуват паховата става.
И не на последно място: някои проблеми с безопасността при работа на горелки, скоростни кутии и цилиндри с кислород и ацетилен. Много е важно безопасно да свържете газовата заваръчна станция. Уверете се, че кислородният клапан не е замърсен от маслото и го продупква незабавно чрез отвиване на клапана. Ако е така, отстранете теча чрез затягане на регулатора или смяна на уплътнението на регулатора. Ако не, монтирайте уплътнението, изключете регулатора, развийте регулиращия винт на регулатора, развийте клапана на бутилката и проверете за ацетилен. Ако не, горелката е подходяща за регенерация. Разхлабете ацетиленовия маркуч, развийте регулиращия винт на ацетиленовия редуктор. След това развийте клапана на цилиндъра, регулирайте налягането на ацетилена върху регулатора с помощта на леко демонтиран ацетиленов клапан на горелката. Не развийте клапана на цилиндъра, докато не се провери дали регулиращият вентил на регулатора не е стегнат. Това се дължи на факта, че може да доведе до пробиви и повреда на горелката.
- След това затегнете регулатора и се уверете, че регулиращият винт е отвинтен.
- Развийте клапана на цилиндъра и проверете за кислород.
- Уверете се, че уплътнението е монтирано на ацетиленов цилиндър.
Медна тел за заваряване SV08G2S на повърхността му има остатъци от сапунен лубрикант, Струва си да се каже, че присъствието му не нарушава изискванията на държавните разпоредби. Обръщаме внимание на факта, че съставът на смазочното вещество е допустимо наличието на вещества като сяра и графит.
Защо трябва да знам степента на отлагане?
При извършване на напластяване специалистът трябва да знае каква скорост на отлагане е използваната тел. Под него трябва да се разбира стойността, която описва метала, отложен за определено време при определена сила на тока. Коефициентът на медна настилка обикновено е е не по-малко от 8,5 g / A * h, Обичайната му стойност зависи от:
Авторите благодарят на Силвия Маниковски, Павел Шпита, Гжегож Сиос, Мачей Килчински, Павел Щепански и Михал Адамик за съдействието им при подготовката на статията. Щастливи сме да ви помогнем с избора на инструменти, ще подкрепим идеите за работа и ще избираме материали заедно. Ще покажем как да използваме инструментите, ще покажем методите на монтаж, сглобяване и заваряване. Ще ви инструктираме как безопасно да използвате електрически инструменти и строителна техника.
Ако сте професионалист в своята индустрия, ще намерите професионално оборудване и материали. Ще откриете невероятната функционалност на индустриалното оборудване и ще научите за тяхната ергономичност и производителност. Нашите консултанти ви очакват, а търговските представители с удоволствие ще организират среща с вас във вашата компания!
- химичен състав на хардуера;
- вид покритие на продукта;
- полярност и вид на тока, който се използва за извършване на настилката.
Изпълнението на настилките зависи до голяма степен от скоростта на отлагане на метални изделия SV08G2S. Този индикатор влияе и върху броя на загубите на заварка при изпаряване, както и върху пръски и окисление. Друг разглеждан индикатор определя коефициента на топене на основния метал, както и редица други важни характеристики и заваръчни операции.
След затягането на комина и натоварването става необходимо почистване, почистване или натискане на комини. Коминната тръба също е включена в комина. Приложение: за евакуация на комини и зареждане на комини с четки. Топките са с тел с диаметър 4 мм за връзка с тел или комин. Относително малкият диаметър на жицата в ухото позволява използването на по-малки връзки и хлабава връзка. Цвят черен Диаметър: Тегло: Ø 62 mm 95 kg Ø 69 mm 5 kg Ø 80 mm 0 kg.
Полипропиленовите и ютовите въжета и димните вериги се използват за свързване на топки и четина. Приложение: След монтажа почистващият препарат е подходящ за почистване на тръби и комини от устройства, в които се изгаря твърдото гориво. Димни четки. Приложение: за почистване на комини. Изработена от еластична стоманена тел с диаметър 50 мм, шпинделът от две усукани жици с диаметър 5 мм от едната страна завършва с резба М12, към която прътът може да се затегне до чистачките или проводниците до чистачките, а от друга - отвор с диаметър на отвора 7 мм С подходяща подвижна връзка, можете да прикачите, например, комин към комин Ø: от 120 до 200.
Декодиране на марката на жицата на нейното достойнство
 Няма голяма трудност да се разбере какво представлява марката SV08G2S за заваряване. Буквите в началото означават заваръчна тел. Фигури 08 показват съдържанието в състава на телените стотни от въглерода. Буквата G означава манган, а фигурата след нея - количественото съдържание в телта на този елемент - 2%. Буква С означава силиций, Ако числото след това писмо отсъства, то трябва да се разбира като факт, че силицийът се съдържа в жицата на описаната марка в размер, по-малък от 1%.
Няма голяма трудност да се разбере какво представлява марката SV08G2S за заваряване. Буквите в началото означават заваръчна тел. Фигури 08 показват съдържанието в състава на телените стотни от въглерода. Буквата G означава манган, а фигурата след нея - количественото съдържание в телта на този елемент - 2%. Буква С означава силиций, Ако числото след това писмо отсъства, то трябва да се разбира като факт, че силицийът се съдържа в жицата на описаната марка в размер, по-малък от 1%.
Манганът присъства в състава на заваръчния хардуер на тази марка. Благодарение на това се повишават якостните характеристики на фугата, тъй като този елемент образува ярко изразена кристална решетка на заварената връзка. Силиконът осигурява подобрени механични свойства на продукта. В хардуера, описан в тази статия, съдържанието на силиций и манган е оптимално (0.83 / 1.95). Благодарение на това предоставя редица ползи неговите заявления за операции по настилка:
- използването му позволява да се получи висококачествено съединение;
- хардуерът осигурява високи якостни свойства на шева;
- благодарение на това минималните разходи за производство на заварения материал;
- хардуерът на тази марка има стабилен и химичен състав.
заключение
При извършване на заваръчни работи не е пълно без използването на заваръчна тел. Тя ви позволява да създавате висококачествена заварка. В момента на пазара голям брой печати заваръчна тел. Много специалисти по заваряване използват хардуера SV08G2S. Благодарение на компонентите, които съставляват състава, неговото използване ви позволява да извършвате висококачествени заваръчни работи и да получите надеждна заварка.
Има различни видове заваръчна тел, които се използват с различен успех във всички области на заваряване, тъй като имат разнообразен състав, всеки от които е по-подходящ за тяхното положение. Често е необходимо да се работи не само с чисти метали, но и с техните сплави, които се използват по-активно в промишлеността, за да създадат определени части. Сплавите получават по-добри механични свойства, но по-трудно се ремонтират. По-специално, това е много забележимо при нагряване до точката на топене, през което металът започва да губи важни елементи, които просто се изпаряват, преди основният метал да започне да се топи. Това не трябва да се избягва, но за да се компенсира това, ще ви трябва сплав за заваряване, който може да донесе загубени елементи.
Един прост пример е заваряването на неръждаема стомана, по време на което шевът губи корозионната си устойчивост, ако не използвате допълнително легиране. В други сплави се прилага един и същ принцип, но само в някои случаи новите компоненти могат да увеличат относителното напрежение на метала, което ще помогне за борбата с образуването на пукнатини и ще допринесе за допълнителна пластичност, когато детайлът се движи непрекъснато. Всяка от нюансите на композицията създава свои собствени особености по избор, но като цяло такъв разходен материал осигурява отлично съвременно ниво на качество на връзката, ако е правилно подбрано.
Такива видове се използват за заваряване на медни тръби, алуминий, неръждаема стомана, чугун, легирани стомани, никел и неговите сплави, както и други части. Заслужава да се отбележи, че дори привидно незначителни петна, които съставляват няколко процента, или дори десети, имат значително влияние върху свойствата на пълнежния материал. Поради тази причина високо-легираната заваръчна тел е произведена в строго съответствие с посочените стандарти, което осигурява точен подбор на състава за заваръчните параметри. Заваръчната тел от сплав се произвежда съгласно ГОСТ 2246-70.

Същите марки, идентични по състав, се произвеждат с различни диаметри, което им позволява да се използват за заготовки с различна дебелина. Например, заваръчна тел от сплав с диаметър 4 mm се намира също и в 1-2 мм версия.
предимства
- Материалът ви позволява да компенсирате недостатъците, които един метал или сплав има в своите заваръчни свойства;
- Тел увеличава ефективността на заваръчната връзка и я прави по-надеждна и издръжлива;
- Правилният състав може да промени техническите характеристики на шева за по-добро благодарение на легиращите елементи;
- Често този пълнител не изисква предварителна подготовка и взаимодейства добре с основния метал на детайла;
- Широкият избор от опции ви позволява винаги да избирате този, който ще бъде най-подходящ за вашия конкретен случай;
- Възможно е да се използва проводник за ръчно, полуавтоматично и автоматично заваряване в зависимост от избрания апарат, но това не важи за всички марки.
недостатъци
- Практически всички видове тел изискват допълнителна защита в среда на инертен газ, както и използването на флюс за подобряване на свойствата на заваряване;
- Цената на заваряването става по-висока, което не е от полза за частния сектор;
- Някои марки са високоспециализирани и практически не са често срещани в широк диапазон;
- Поради голямото разнообразие и сложния състав, подборът на подходящ материал става по-труден.
вид
Има голям брой разновидности на тази жица, което се дължи на широкото му използване за почти всеки вид метал и неговата сплав. Необходимо е да се подчертаят основните, най-често срещаните възможности, които предлагат съвременните производители:
- Заваръчна тел от мед, изработена от легирана стомана. Това е една от най-често използваните опции при заваряване. Използва се за свързване на стоманени продукти, които се изискват както в битови, така и в промишлени условия.
- Алуминиева медна жица. Използва се главно за заваряване на тръби с голям диаметър, тъй като създава добри херметични шевове и може да работи в няколко положения. С негова помощ е възможно и свързването на други големи части.
- Нисколегирана тел, може да има медна повърхност или не. Това е една от най-простите възможности, която съдържа сравнително малко количество легиращи елементи. Използва се основно за механизирано заваряване в производството, но се намира и в частна употреба.

Същата сплавна заваръчна тел с диаметър 2 mm, 3 mm, 4 mm и 5 mm служи за производство на някои видове електроди за електродъгово заваряване.
Физико-химични свойства
Всички свойства на проводника зависят от това, кои елементи са включени в състава му и в какъв размер. Разбира се, по-рационално е да се разгледат свойствата по-рационално във всеки конкретен случай, но могат да се отбележат общи тенденции. Като правило, жицата има повишена устойчивост на корозия, тъй като нейната функция включва възстановяване на сплавни елементи в основния метал. В допълнение, заслужава да се отбележи, висока еластичност и устойчивост на еластични деформации, тъй като шевовете са по-вискозни и могат да издържат на големи натоварвания.

Много сортове намаляват топлопроводимостта на основния материал, за да намалят вероятността от изкривяване на топлината, което е особено забележимо при чувствителни към топлина метали. Точката на топене на всеки вид тел е близо до точката на топене на основния метал, с която ще е необходимо да се работи така, че шева да издържа приблизително на същите температурни натоварвания, както преди ремонта. Това отчита коефициента на относително разширение, така че да не предизвиква изкривяване.
Технически спецификации
Функции за избор
Когато трябва да изберете подходящ материал за пълнене, тогава преди всичко обърнете внимание на неговия състав. Специално разработени легирани проводници за стомана, мед, алуминий и други метали. Ако нямате необходимите марки, тъй като някои от тях са трудни за получаване и отговорността на връзката не е твърде висока, тогава е възможно да се изберат аналози, които са най-близки по състав, но колкото по-голяма е разликата, толкова по-ниско е качеството на връзката. Например, заваръчна тел 18ХМА е предназначен за конструктивни стомани, както и за хроманови стомани. Но можете да го опитате като тел за заваряване на чугун с полуавтоматично устройство.
За всяка проблемна сплав, трябва да изберете онези легиращи елементи, които могат да неутрализират негативните аспекти. "
Втората важна точка е дебелината. За сравнително тънки метали често се използва газова и електродъгова заварка в защитни газове, но сред размерите на диаметъра на проводниците има опции от 1 до 8 мм. Всяка дебелина изисква собствен температурен режим. Заслужава да се знае предварително кой флюс е необходим за подобряване на заваръчните свойства на пълнежния материал, за да се повиши качеството и надеждността на съединението. Също така трябва да се отбележи, за какъв тип заваряване се използва една или друга марка тел.
Заваръчни елементи
Ако се използва заваръчна тел CB06X14 или друг легиран сорт, а дебелината на метала е повече от 4 mm, тогава трябва да се направят режещите ръбове, в противен случай съществува голям риск дълбочината да не бъде напълно заварена. Повечето класове не изискват подготовка и почистване, но основният метал може да го изисква, така че не забравяйте за този фактор. Когато чувствителни на топлина метали, които могат да страдат от внезапни температурни промени, е необходимо да се осигури предварително загряване и това се отнася за самия проводник, така че по време на взаимодействието с основния метал те да са приблизително еднакви. В същия случай след края на заваряването шевът се нагрява и бавно се охлажда.
Популярни марки
- CB-06H14;
- St-18HMA;
- CB 8GA;
- ЦБ 09Г2С;
- CB 08GNM.




